
Main Cap Alignment and Modifications
Accuracy of the Main Bearing Caps
Separate processes to ensure the size and shape of the main bearing caps. Most blocks in good condition will require only a basic line hone with a mildly abrasive brush to clean the main cap and block saddle surfaces prior to assembly. In cases where damage such as a spun bearing or severe detonation occurred, the main bearing surfaces may be out of round and the main caps need to be replaced. The new caps need to be machined to match the block, then the entire main bearing surface will be bored and honed.
Brush Line Hone
Typically this process requires the removal of the last .002 thousandths from the bore achieving the correct for proper ring application. Making sure the honing finish is properly done is essential to ensuring your engine will face the performance demands with reduced friction and heat, thus increasing engine life. *Edited by A.B
Standard Align Bore
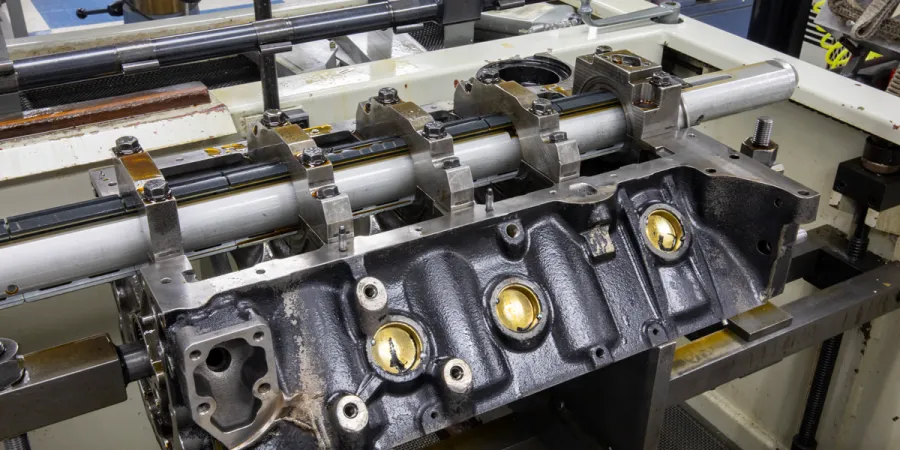
The standard align bore process usually uses a boring bar made out of rigid steel or carbide bar containing one or more cutting tools. The engine is clamped in place and the rotating bar is fed through all of the journals at a constant feed rate.

Cut Main Caps and Align Bore and Hone
Separate processes to ensure the size and shape of the main bearing caps. Most blocks in good condition will require only a basic line hone with a mildly abrasive brush to clean the main cap and block saddle surfaces prior to assembly. In cases where damage such as a spun bearing or severe detonation occurred, the main bearing surfaces may be out of round and the main caps need to be replaced. The new caps need to be machined to match the block, then the entire main bearing surface will be bored and honed.
*Hone upcharge

Machine Groove in Main Bores
This is a process to machine a groove in the main cap saddle to aid in increasing oil supply to the main bearings. It is beneficial in performance applications, especially with increased bearing clearance. (must have CNC setup charge)