
Engine Block Services
Block Cleaning/Checking

Bake & Tumble
Cleaning service that provides a clean metal finish
*Cam bearings and plugs must be removed

Magnaflux Engine Block
Magnaflux testing examines the block to find any cracks, pits, voids, holes, or other weaknesses not seen by the naked eye. This is important to know, as to not waste valuable machining dollars on a weak block. Aluminum cylinder heads are susceptible to cracks or leaks after a head gasket failure.

Sonic Check Cylinder Walls
Sonic testing process that determines the thickness of the cylinder walls to ensure safe boring of the cylinders without exceeding minimum recommended thickness.

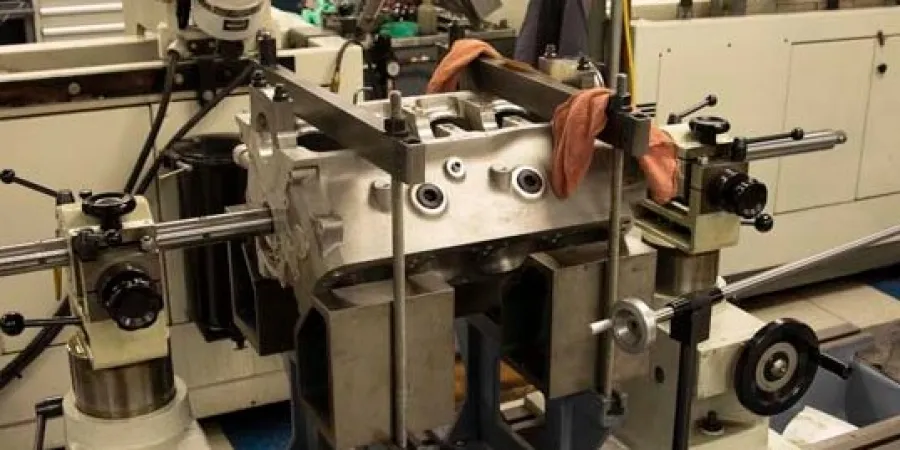
Block Boring
Bore Cylinders up to 0.030"
Boring engine block uses a machine to enlarge the diameter of the cylinders. A high-performance engine or worn engine will often result in cylinders that are out of round. That negatively affects ring seals, causing lower compression and a loss of power. Boring the engine perfectly trues the cylinders back to round. Most high-mileage engine rebuilds require a mild boring. Boring will also increase engine displacement.
Cylinder Sleeving
Repairing Damaged Cylinders
Engines with excessive corrosion or damage to the cylinder walls may need to be repaired with a new cylinder sleeve. Also, newer engines with coated cylinder liners may need to be sleeved for high horsepower applications. The process involves boring out the cylinder and installing the sleeve(s) as necessary. Once installed, the sleeves will be bored and honed to their final size and finish.
Bore and Install Cylinder Sleeve with Finish Bore 1-2
Must have CNC setup charge
Bore and Install Cylinder Sleeve with Finish Bore 3-8
Must have CNC setup charge
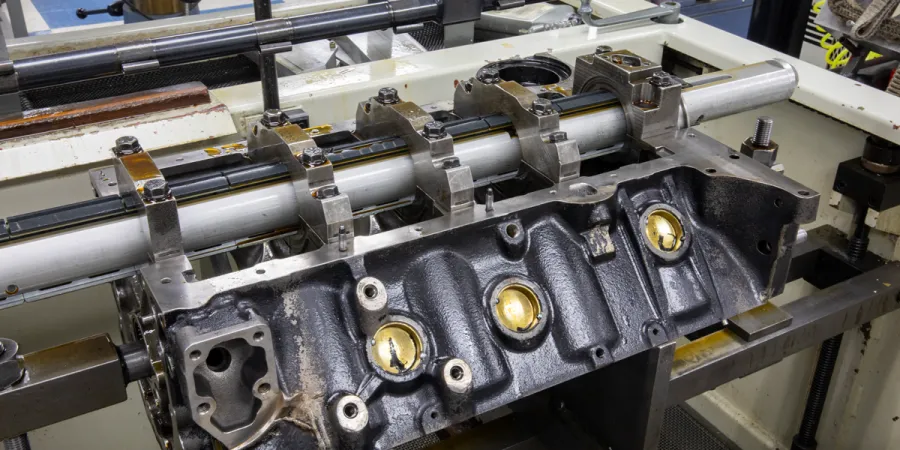
Main Cap Alignment and Modifications
Accuracy of the Main Bearing Caps
Separate processes to ensure the size and shape of the main bearing caps. Most blocks in good condition will require only a basic line hone with a mildly abrasive brush to clean the main cap and block saddle surfaces prior to assembly. In cases where damage such as a spun bearing or severe detonation occurred, the main bearing surfaces may be out of round and the main caps need to be replaced. The new caps need to be machined to match the block, then the entire main bearing surface will be bored and honed.
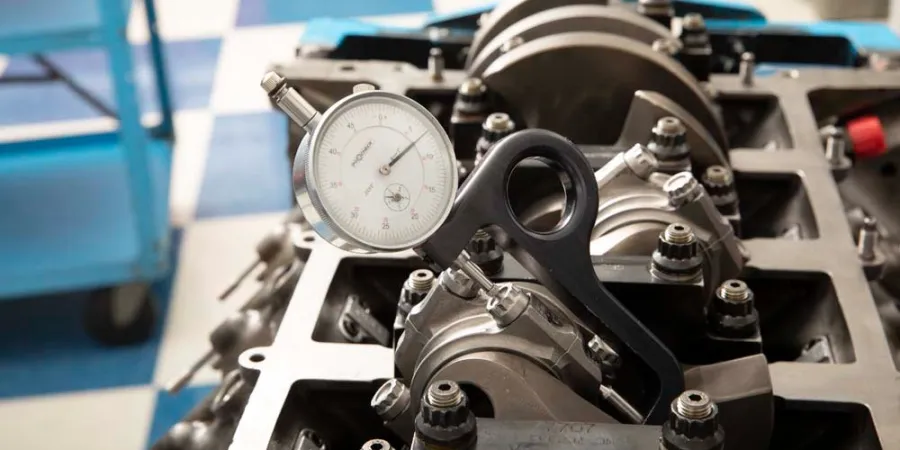
Brush Line Hone
Typically this process requires the removal of the last .002 thousandths from the bore achieving the correct for proper ring application. Making sure the honing finish is properly done is essential to ensuring your engine will face the performance demands with reduced friction and heat, thus increasing engine life. *Edited by A.B
Standard Align Bore
The standard align bore process usually uses a boring bar made out of rigid steel or carbide bar containing one or more cutting tools. The engine is clamped in place and the rotating bar is fed through all of the journals at a constant feed rate.

Cut Main Caps and Align Bore and Hone
Separate processes to ensure the size and shape of the main bearing caps. Most blocks in good condition will require only a basic line hone with a mildly abrasive brush to clean the main cap and block saddle surfaces prior to assembly. In cases where damage such as a spun bearing or severe detonation occurred, the main bearing surfaces may be out of round and the main caps need to be replaced. The new caps need to be machined to match the block, then the entire main bearing surface will be bored and honed.
*Hone upcharge

Machine Groove in Main Bores
This is a process to machine a groove in the main cap saddle to aid in increasing oil supply to the main bearings. It is beneficial in performance applications, especially with increased bearing clearance. (must have CNC setup charge)
Camshafts, Cam Tunnel, and Lifter Modifications
Machining for Larger Cam Cores and Roller Bearings

Hone Camshaft Bore
This process cleans and preps the cam journals prior to installation of the camshaft bearings.

Install Cam Bearings
Installing cam bearings requires special tools and skill to accurately line up the bearings with their respective oil galleries.
Front and Rear Cam Bore Grooves
Allows for additional oil supply to the camshaft bearing surfaces.

CMM services available
Call for a quote, can take it from a physical part to a complete CAD drawing, great for development.

Enlarge Cam Tunnel to 2.030-inch (+.010 STD SB Cam Common Bearings)
Overboring of the cam tunnel when extra clearance is needed in cam tunnels is a rare service.

Prep and Bore Cam Tunnel for Needle Roller Bearings- Finished to Size, No Hone (any size)
Prep and enlarge cam tunnel for installing needle roller style cam bearings. This service is performed often on a large variety of applications. Engines built for Pro Stock, street use, LS engines, dirt, or almost any type of engine can benefit. It's a tedious process that can take up to eight hours. A roller cam provides better performance, oiling, and oil control.

Prep and Bore Cam Tunnel for Needle Roller Bearings- Finished to Size, With Hone (any size)
For installing needle roller style cam bearings. This service is performed often on a large variety of applications. Engines built for Pro Stock, street use, LS engines, dirt, or almost any type of engine can benefit. It's a tedious process that can take up to eight hours. A roller cam provides better performance, oiling, and oil control. For added performance and reassurance, we can finish the job with a hone.
Rotating Assembly
Accuracy at the Heart of the Engine

Magnaflux Crankshaft
Inspection of the crankshaft for cracks or other damage. This is important when using a used crankshaft to prevent any engine damage after assembly.

Add Keyway to Crankshaft Snout
Machine a groove to create a crankshaft keyway to accept a woodruff key. Can be performed on OE cranks with no keyway or to add a second keyway for supercharged applications.

Hone Connecting Rods
This process cleans the connecting rod bearing surface and ensures the roundness of the big end of the connecting rod.

V8 Crankshaft Balancing Service - Heavy Metal Extra
Crankshafts are balanced to within XX grams of the weight of the rotating assembly. This ensures smooth operation, longevity, and mitigates premature wear of the bearing surfaces.
Block prep for Stroker Crankshafts
When installing a crankshaft with increased stroke, the inside of the crankcase and oil pan rails may need to be notched to clear the larger crank counterweights and the bigger swing of the connecting rods.
Cylinder Head Work
Accurate Fit for Optimal Performance
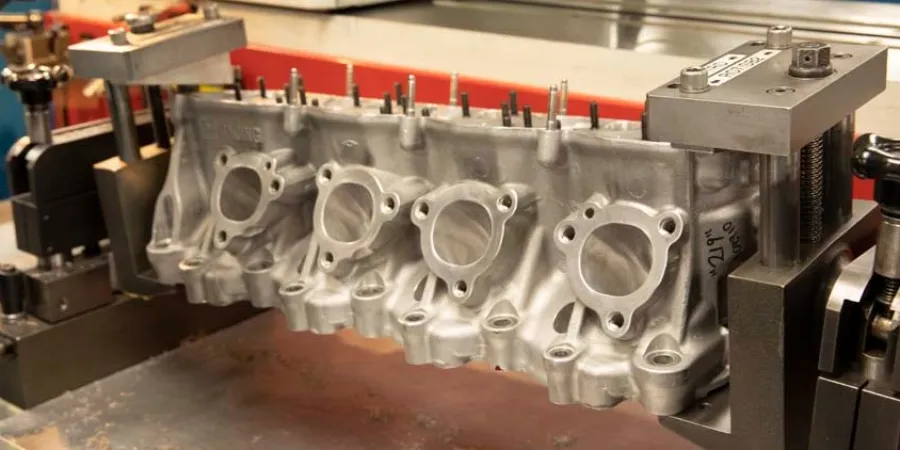
Cleaning and Inspection
Visual inspection and Magnaflux testing cast-iron cylinder head to check for cracks. Aluminum heads are pressure tested with compressed air while submerged in a tank of water to verify there are no leaks from the coolant passages, intake and exhaust runners, and combustion chambers.
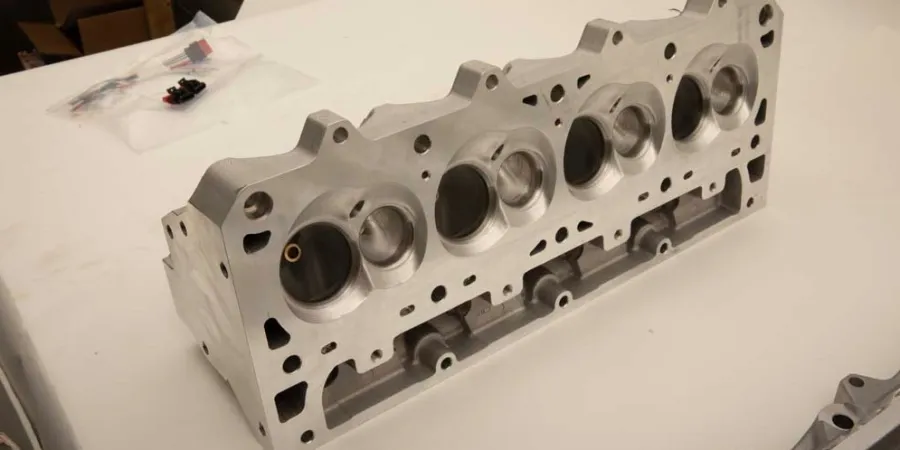
Cylinder Head Resurfacing
Similar process as engine block decking, surfacing the cylinder heads ensures a perfectly flat mounting surface with the proper finish to promote sealing to the head gasket.

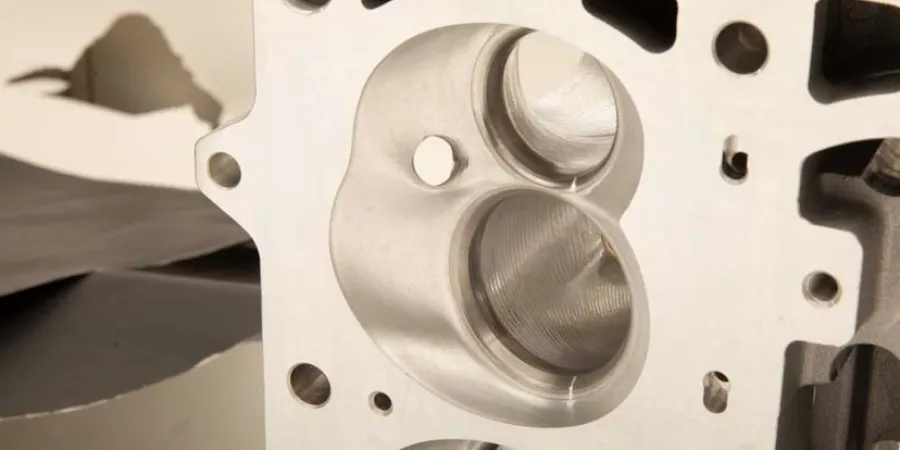
Write, Measure, and Cut Valve Job
Our performance cylinder head work includes 3 angle valve job expertly performed on our NEWEN EPOC machine. A good valve job dictates the quality of airflow through the cylinder heads and into the combustion chamber. All valves are checked to verify the complete seal to the valve seat.
Remachine Valve Face Intake/Exhaust
This work matches the angle of the valve seat to the valves. It ensures proper sealing of the valve to the valve seat when closed and aids in airflow into the engine as the valves open.
(Note this is for clean valve, cleaning is additional)
Engine Block Honing
For Optimum Piston Ring Seal
Torque Plate Hone
For better quality and precision, an engine block torque plate is used for honing. The torque plate simulates a head being bolted to the block. The block is stressed similar to after assembly. Honing with a torque plate is more important for some engines than others.
Torque Plate Hone (Aluminum Alcohol or Fuel Block)
For better quality and precision, a torque plate is used for honing. The torque plate simulates a head being bolted to the block. The block is stressed similar to after assembly. Honing with a torque plate is more important for some engines than others. All Aluminum Alcohol or Fuel blocks require more setup time and precision. The machining process is different from other race or street engines.
Hone Alcohol Block (Without Torque Plates)
For better quality and precision, a torque plate is used for honing. The torque plate simulates a head being bolted to the block. The block is stressed similar to after assembly. Honing with a torque plate is more important for some engines than others. All Aluminum Alcohol or Fuel blocks require more setup time and precision. The machining process is different from other race or street engines.
Dyno Tuning
Maximize Your Engine’s Power

Dyno Engine | Carbureted
4-hour session & 8-hour session
Professional engine and dyno service include labor to prepare and mount the engine to the dyno. This service includes preparation and a break-in or timing procedure, where the timing is slowly increased between runs. Tuning and the service are based on time, with a full-day minimum. Minimum half day (for setup). Fuel not included.
Dyno Engine | EFI System
8-hour session
Professional engine and dyno service include labor to prepare and mount the engine to the dyno. This service includes preparation and a break-in or timing procedure, where the timing is slowly increased between runs. Tuning and the service is based on time, with a full-day minimum. EFI tuning requires more technical knowledge and labor. Call for quotes, unique for each system.

Chassis Dyno
The car dyno rates and tests your vehicle's horsepower and torque under load. Our dyno can handle high speeds and loads, giving a real-world look at power. This rate includes basic tuning and must incorporate time loading and unloading of the vehicle from the dyno. Minimum one hour for setup.